





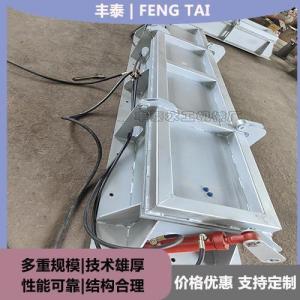



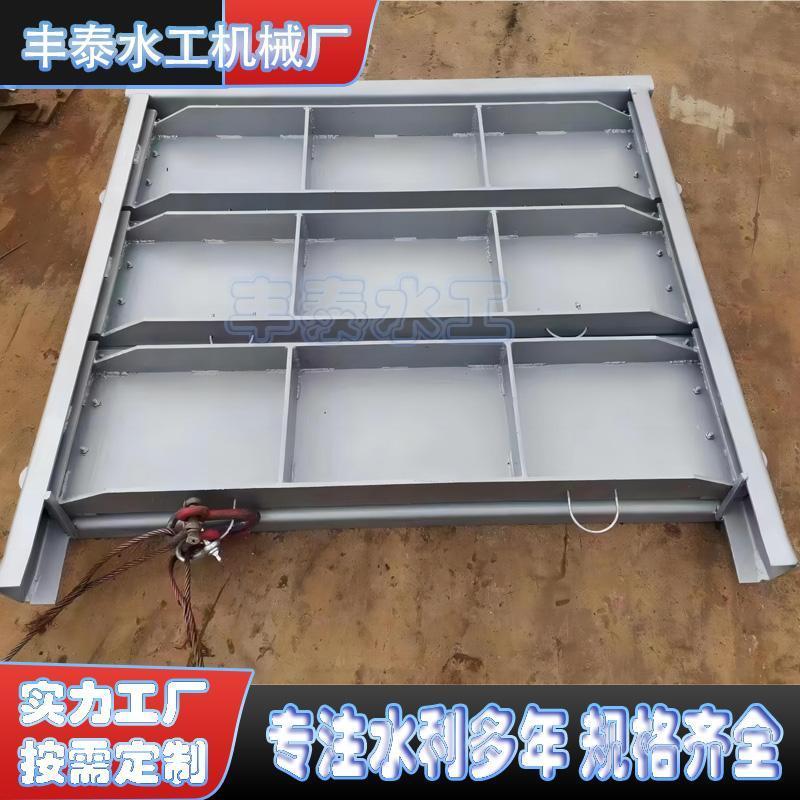
丰泰水工钢制叠梁闸门实体生产厂家、加工定制、品质卓越、价格实惠
发表时间:2025-12-16钢制叠梁闸门是一种常见的水利工程设备,其制作流程如下:
原材料采购与检验
1. 材料选择
o 钢板:一般选用优质碳素结构钢,如Q235或Q345等。Q235钢具有良好的塑性、韧性和焊接性能,适用于一般的水工结构;Q345钢强度较高,可用于承受较大荷载的闸门。钢板的厚度根据闸门的设计要求确定,通常在6 - 20mm之间。
o 型钢:包括槽钢、角钢等,用于制作闸门的框架结构。槽钢和角钢的型号根据闸门的尺寸和受力情况选择,例如,常用的槽钢型号有[10、[12等,角钢型号有∠50×5、∠63×6等。
o 焊条、焊丝等焊接材料:应与母材相匹配。对于Q235钢,可选用E43系列焊条;对于Q345钢,选用E50系列焊条。焊接材料的质量直接影响焊接接头的性能,必须符合相关标准要求。
2. 检验
o 外观检查:检查钢板和型钢表面是否有裂纹、砂眼、锈蚀等缺陷。钢板表面应平整,无明显的划痕和麻点;型钢的棱角应清晰,无扭曲变形。
o 尺寸测量:使用量具对原材料的尺寸进行测量,确保其符合设计要求。例如,钢板的厚度偏差应在允许范围内,型钢的边长、厚度等尺寸也应符合标准。
o 材质检验:对原材料进行抽样,进行化学成分分析和力学性能试验。化学成分分析可采用光谱分析等方法,确保钢材的化学成分符合标准规定;力学性能试验包括拉伸试验、弯曲试验等,检验钢材的强度、塑性和韧性等性能。
下料
1. 计算下料尺寸
o 根据闸门的设计图纸,精确计算出各个部件的下料尺寸。考虑到焊接变形和加工余量,下料尺寸应适当增加。例如,对于焊接接头,一般每边增加2 - 3mm的加工余量。
o 对于不规则形状的部件,可采用计算机辅助设计(CAD)软件进行精确绘图和尺寸计算。
2. 下料方法选择
o 火焰切割:适用于较厚的钢板下料。通过氧气和燃气(如乙炔、丙烷等)混合燃烧产生的高温火焰将钢材熔化并吹除,从而实现切割。火焰切割的切口质量较好,但切割精度相对较低,切割后需要进行打磨处理。
o 等离子切割:利用高温等离子弧的能量使钢材熔化并被吹离切口,适用于各种厚度的钢板切割,切割速度快,精度较高。等离子切割的切口窄,热影响区小,但设备成本较高。
o 剪切:对于较薄的钢板和型钢,可采用剪切机进行下料。剪切机通过上下刀片的相对运动,将钢材切断。剪切下料的效率高,切口整齐,但只能用于直线切割。

零部件加工
1. 矫正
o 下料后的钢板和型钢可能会存在一定的变形,需要进行矫正。矫正方法有机械矫正和火焰矫正两种。
o 机械矫正:使用矫正机对钢材进行矫正。矫正机通过辊压或压力作用,使钢材恢复平整。对于薄板,可采用多辊矫正机;对于型钢,可采用型钢矫正机。
o 火焰矫正:对于局部变形较大的钢材,可采用火焰矫正。通过对钢材变形部位进行局部加热,利用钢材热胀冷缩的原理,使变形部位恢复到正确的形状。火焰矫正时,加热温度和加热范围应根据钢材的材质和变形情况合理控制。
2. 边缘加工
o 为了保证焊接质量,对钢板和型钢的边缘需要进行加工。边缘加工的方法有刨边、铣边等。
o 刨边:使用刨床对钢材边缘进行加工,可获得平整的加工面。刨边的精度较高,适用于要求较高的焊接接头。
o 铣边:利用铣床对钢材边缘进行铣削加工,铣边的效率较高,加工面质量也较好。
3. 钻孔
o 根据闸门的设计要求,在零部件上进行钻孔。钻孔可采用钻床或磁力钻等设备。
o 钻孔前应根据图纸确定孔的位置和尺寸,并使用划线工具进行精确划线。钻孔时应选择合适的钻头,控制好钻孔的速度和进给量,确保孔的精度和表面质量。

组装
1. 组装平台准备
o 组装平台应平整、牢固,其水平度误差应不超过规定值。一般采用钢板或型钢制作组装平台,平台表面应进行打磨处理,以保证零部件的安装精度。
2. 部件组装
o 按照设计图纸的要求,将各个零部件在组装平台上进行组装。组装时应先进行定位,使用定位焊将零部件临时固定。定位焊的长度和间距应根据焊接工艺要求确定,一般定位焊长度为50 - 100mm,间距为300 - 500mm。
o 对于大型闸门,可采用分块组装的方法,先将闸门分成若干个小块进行组装,然后再将小块组装成整体。在组装过程中,应使用量具对各个部件的尺寸和位置进行检查,确保组装精度符合要求。
3. 焊接顺序确定
o 合理的焊接顺序可以减少焊接变形。一般先焊接短焊缝,后焊接长焊缝;先焊接横向焊缝,后焊接纵向焊缝。对于对称结构的闸门,应采用对称焊接的方法,以保证闸门的对称性和稳定性。

焊接
1. 焊接工艺选择
o 手工电弧焊:操作灵活,适用于各种位置的焊接。但焊接效率较低,劳动强度大。手工电弧焊常用于一些小型部件的焊接和局部修补。
o 气体保护焊:包括二氧化碳气体保护焊和混合气体保护焊等。二氧化碳气体保护焊焊接效率高,成本低,但焊缝成形相对较差;混合气体保护焊(如Ar + CO?混合气体保护焊)焊缝成形好,焊接质量高,适用于对焊缝质量要求较高的部位。
o 埋弧焊:焊接质量稳定,焊缝成形美观,焊接效率高。埋弧焊适用于长焊缝的焊接,如闸门的主焊缝。
2. 焊接参数设置
o 根据焊接方法、母材材质和厚度等因素,合理设置焊接参数。例如,手工电弧焊的焊接电流应根据焊条直径和焊件厚度选择,一般焊条直径越大,焊接电流越大;气体保护焊的焊接电流、电压和气体流量等参数也应根据具体情况进行调整。
3. 焊接质量控制
o 焊接前应对焊件进行清理,去除油污、铁锈等杂质,以保证焊接质量。
o 焊接过程中应严格按照焊接工艺要求进行操作,控制好焊接速度、焊接电流和电压等参数。
o 焊接后应对焊缝进行外观检查,检查焊缝表面是否有裂纹、气孔、夹渣等缺陷。对于重要的焊缝,还应进行无损检测,如超声波探伤、射线探伤等,确保焊缝内部质量符合要求。

防腐处理
1. 表面处理
o 采用喷砂或抛丸等方法对闸门表面进行除锈处理。喷砂是利用压缩空气将砂粒高速喷射到闸门表面,去除铁锈和氧化皮;抛丸是利用抛丸机将弹丸高速抛射到闸门表面,达到除锈的目的。表面处理后,闸门表面应达到Sa2.5级或以上的除锈标准,即钢材表面应无可见的油脂和污垢,并且氧化皮、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的。
2. 涂装
o 根据使用环境和设计要求,选择合适的防腐涂料。常用的防腐涂料有环氧富锌底漆、环氧云铁中间漆和丙烯酸聚氨酯面漆等。
o 涂装工艺一般采用喷涂或刷涂。喷涂的效率高,涂层均匀,但需要使用专业的喷涂设备;刷涂适用于小面积的涂装和边角部位的处理。涂装时应按照涂料的使用说明进行操作,控制好涂层的厚度和涂装间隔时间。一般底漆的干膜厚度为70 - 80μm,中间漆的干膜厚度为100 - 120μm,面漆的干膜厚度为50 - 60μm。

检验与调试
1. 尺寸检验
o 使用量具对闸门的整体尺寸和各个部件的尺寸进行检验,确保其符合设计要求。尺寸偏差应控制在规定的范围内,例如,闸门的高度、宽度偏差一般不超过±5mm。
2. 外观检查
o 检查闸门表面的涂装质量,涂层应均匀、无流挂、无漏涂等缺陷。同时,检查闸门的焊缝外观,焊缝应平整、光滑,无裂纹、气孔等缺陷。
3. 调试
o 将制作好的闸门安装到试验平台上进行调试。检查闸门的开启和关闭是否灵活,密封性能是否良好。在调试过程中,可模拟实际工作条件,对闸门施加一定的压力,检查闸门的承载能力和密封效果。对于存在的问题,应及时进行调整和修复。

包装与运输
1. 包装
o 对闸门进行包装,以防止在运输和储存过程中受到损坏。一般采用木质包装或塑料薄膜包装。木质包装应具有足够的强度和稳定性,能够保护闸门不受碰撞和挤压;塑料薄膜包装可以起到防潮、防尘的作用。
2. 运输
o 根据闸门的尺寸和重量,选择合适的运输方式。对于小型闸门,可采用公路运输;对于大型闸门,可采用铁路运输或水路运输。在运输过程中,应采取必要的固定措施,防止闸门在运输过程中发生晃动和碰撞。



