








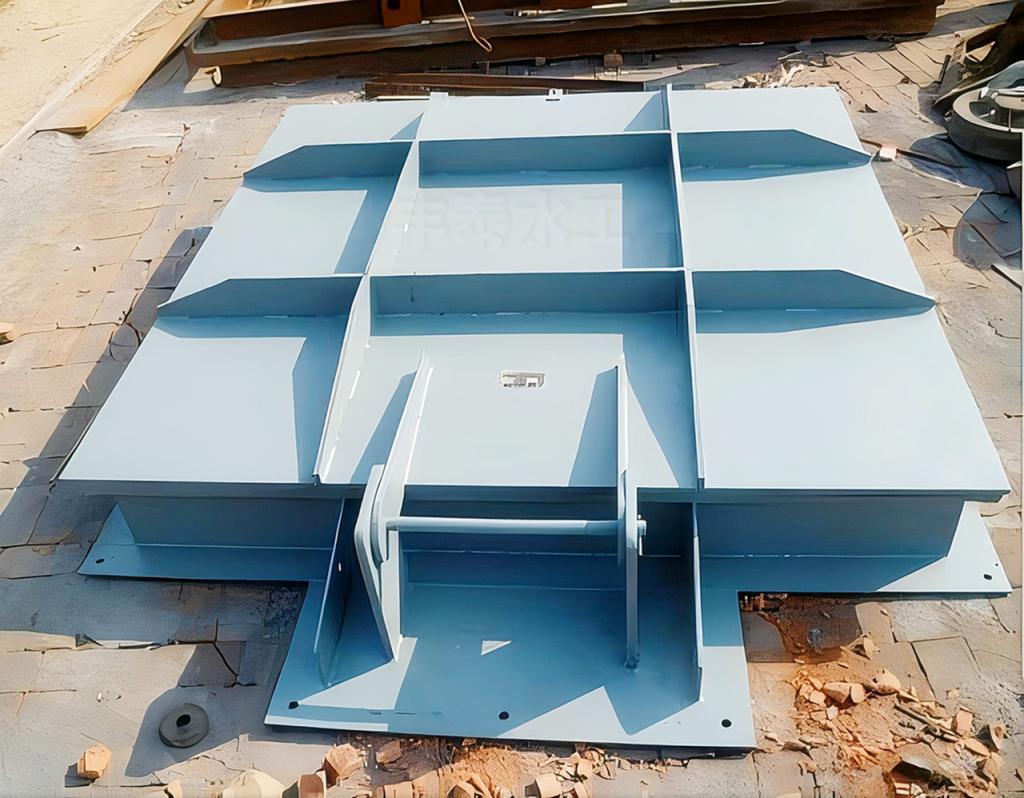
拍门、支持定制、型号齐全、厂家直销
发表时间:2025-10-27拍门的安装技术要求主要包含以下几个方面:
安装前的准备工作
1. 基础检查
o 检查拍门的安装基础,如混凝土基础或钢结构基础。基础的尺寸和标高必须符合设计要求,偏差应控制在极小范围内。例如,基础的平面度误差不应超过±5mm,标高误差不应超过±3mm。
o 检查基础的强度,需达到设计强度的 70%以上才能进行拍门的安装。可以通过回弹仪等设备进行强度检测。
2. 拍门检查
o 对拍门的外观进行全面检查,确保拍门无裂缝、砂眼、气孔等缺陷。例如,拍门表面的裂缝长度不得超过 5mm,宽度不得超过 0.2mm。
o 检查拍门的尺寸是否符合设计要求,包括拍门的直径、高度、厚度等。尺寸偏差应在允许范围内,如直径偏差不应超过±2mm。
o 检查拍门的密封面,密封面应平整、光滑,无损伤。密封面的粗糙度应达到 Ra1.6 - Ra3.2。
3. 配件检查
o 检查拍门的附件,如螺栓、螺母、垫片等是否齐全,规格是否正确。螺栓的直径、长度应与设计要求一致,螺母应能与螺栓良好配合。
o 对附件进行防锈处理,如镀锌、涂防锈漆等,以提高其抗腐蚀能力。

安装过程中的技术要求
1. 定位安装
o 按照设计要求将拍门准确地定位在基础上,确保拍门的中心线与管道中心线重合,偏差不应超过±2mm。
o 使用水平仪等工具检查拍门的水平度,拍门的水平度误差不应超过±1mm/m。
2. 螺栓连接
o 采用符合设计要求的螺栓进行连接,螺栓应拧紧,拧紧力矩应符合规定值。例如,对于 M20 的螺栓,拧紧力矩一般为 200 - 250N·m。
o 安装螺栓时应注意螺栓的方向和顺序,确保连接牢固。在螺栓连接部位应加装垫片,以增加连接的密封性和稳定性。
3. 密封处理
o 在拍门与管道的连接部位应进行密封处理,可采用橡胶密封圈等密封材料。密封圈的材质应符合相关标准,如耐油、耐水、耐老化等。
o 安装密封圈时应确保其安装位置正确,无扭曲、变形等现象。密封圈的压缩量应控制在合理范围内,一般为其厚度的 15% - 20%。
4. 焊接要求(如果适用)
o 若拍门与管道采用焊接连接,焊接工艺应符合相关标准。焊接前应清理焊接部位的油污、铁锈等杂质,确保焊接质量。
o 焊接人员应具备相应的资质,焊接过程中应控制焊接电流、电压、焊接速度等参数。焊缝应饱满、均匀,无气孔、夹渣、裂纹等缺陷。焊缝的外观质量应符合相关标准要求,焊缝余高不应超过 2mm。
安装后的调试与检查
1. 调试
o 安装完成后,对拍门进行调试。手动开启和关闭拍门,检查拍门的开启和关闭是否灵活,无卡滞现象。
o 模拟水流情况,检查拍门在不同水流条件下的工作状态。拍门应能在规定的水流速度下正常开启和关闭,开启角度应符合设计要求。
2. 检查
o 检查拍门的密封性能,可采用水压试验等方法进行检测。在规定的试验压力下,拍门的密封部位不应有渗漏现象。
o 检查拍门的连接部位是否牢固,螺栓是否松动。对松动的螺栓应及时进行拧紧。
o 检查拍门的防腐涂层是否有损坏,如有损坏应及时进行修补。



